

Hartmetalle sind gesinterte Verbundwerkstoffe aus metallischen Hartstoffen und einem Bindemittel. Aufgrund der extremen Eigenschaften steigen die Einsatzmöglichkeiten ständig. Um Hartmetall optimal in den verschiedenen Einsatzgebieten einsetzen zu können, wurden verschiedene Hartmetallqualitäten entwickelt.
Die verschiedenen Sorten werden durch die Kombination von Wolframcarbiden in verschiedenen Korngrößen und Bindemetallen erzielt. Wir geben Ihnen einen Überblick über die wichtigsten Eigenschaften der Carbidur Hartmetalle.
In der Pulvermetallurgie werden metallische Pulver unter hohem Druck zu Formkörpern gepresst und anschließend dem Sintern, einer Wärmebehandlung, unterzogen. Dies geschieht unterhalb des Schmelzpunktes und ermöglicht unter Umgehung des Schmelzprozesses die Herstellung kompakter, nahezu dichter Körper.
Die Dichte wird durch Wiegen des Körpers in Luft und Wasser ermittelt und erhält die Einheit, Masse pro Volumen. Die Dichte wird in g/cm³ angegeben. Konventionelle Hartmetalle haben eine Dichte von ca. 13 – 15 g/cm³. Der Wert für die Dichte lässt einen direkten Rückschluss auf den Bindemetallgehalt, mit dem die Wolframcarbidkörner zusammengehalten werden, zu. Der Bindemetallgehalt ist eine sehr wichtige Einflussgröße für die gesamten Eigenschaften des Hartmetalls.
Die Härte wird durch den Wiederstand eines Werkstoffes gegen das Eindringen eines harten Werkstoffes definiert. In Europa wird die Härte des Hartmetalls meistens in Vickershärte (HV) gemessen. Dagegen in den USA ist die Angabe der Rockwell – A – Härte verbreitet. Die Härteprüfung der Rockwellhärte wird durch Eindringen eines Diamantkegels gemessen. Die Härtemessung ist zusammen mit der Biegebruchfestigkeit und der Druckfestigkeit eine wichtige Kontrolle für die Leistungsfähigkeit des Hartmetalls.Die Härte wird durch den Bindemittelanteil und die Wolframcarbidkorngröße beeinflusst. Dabei ist zu beachten, dass bei steigendem Bindemittelanteil oder steigender Korngröße die Härte abnimmt. Je feiner das Gefüge des Hartmetall und je mehr Anteil von Wolframcarbiden enthalten ist, desto härter ist das Hartmetall. Die Härte nimmt durch Zusetzen von Bindemittel ab und wird somit zäher und elastischer.
Die Biegebruchfestigkeit gibt einen Aufschluss über die Gebrauchsfähigkeit von Hartmetallen. Zur Prüfung werden stabförmige Probekörper an 3 Auflagepunkten mit Druck belastet. Aus dem Druck, bei dem es zum Bruch der Probe kommt, wird die Biegebruchfestigkeit berechnet. Die Bruchfestigkeit wird in N/mm² gemessen. Unser Diagramm gibt Ihnen nochmals einen Überblick über die Eigenschaften von Hartmetall.
Hartmetall besteht zum Hauptteil aus Wolframkarbiden, die Karbidkorngröße beträgt bei der Normalqualität von 0,001 bis 0,003 mm und größer. Um bei den Hartmetall-Werkstoffen ein dichteres Gefüge zu bekommen, hat man versucht eine feinere Körnung zu entwickeln. Dies ist gelungen durch ein Sprühverfahren, somit kann ein Wolframkarbidpulver hergestellt werden, wo die Korngröße unter 0,001 mm (0,0005-0,0008) liegt. Diese Qualität bezeichnen wir als Mikrokorn. Die Anwendungsgebiete für Mikrokorn sind Zerspannungswerkzeuge, Schnitt- und Stanzwerkzeuge, Umformwerkzeuge und Walzen für Feinprodukte.

Das heissisostatische Pressen (HIP) dient als Verfahren zum Verbessern des Gefüges bei Hartmetallen. Wesentlicher Bestandteil einer HIP-Anlage ist ein druckfester Stahlkessel in dessen Innern durch eine Kombination von Gasdruck und Wärme Werkstoffe veredelt oder direkt hergestellt werden. Poren vermindern die Gebrauchs- und Festigkeitseigenschaften eines Werkstoffes. Hier bietet die heissisostatische Presstechnik durch Nachverdichten gesinterter Werkstoffe eine grundsätzliche Produktverbesserung an. Die Dichte sowie die statischen und dynamischen Eigenschaften werden wesentlich verbessert. Zusätzlich ist die Streuung der mechanischen Werte weniger groß, da die Fehlersuche infolge der Poren beseitigt ist. Das direkte Formen -sintern unter Druck- bietet den Vorteil eines homogenen Gefüges, das frei von Lunkern und Poren ist. Der Einsatz des HIP-Verfahrens ist zu empfehlen bei Schnitt- und Stanzwerkzeugen, Umformwerkzeugen, Walzen und hochpolierten Werkzeugen. Das Hartmetall aus dem Hause Carbidur wird generell nach neusten Technologien, im Sinter-HIP-Verfahren hergestellt, ein nachträgliches Verdichten entfällt somit.
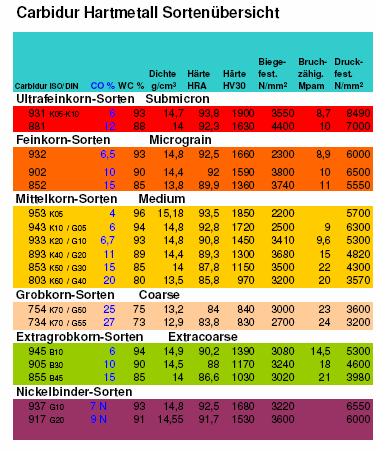
Bei der Anwendung die richtige Auswahl der Hartmetall Sorte zu treffen, ist folgende Regel zu beachten. Je Härter das Hartmetall um so verschleiß- und abriebfester, aber auch spröder und schlagempfindlicher. Nimmt die Härte ab, nimmt die Zähigkeit zu und das Hartmetall bekommt mehr Elastizität und Biegefestigkeit. Aus der Tabelle können Sie die pysikalischen Daten von unseren Hartmetall Sorten entnehmen.

Zu „regelrechten Leistungsexplosionen“ ist es bei den Hartmetallen gekommen. „In den letzten fünf Jahren hat sich die Standzeit von rotierenden Vollhartmetall-Werkzeugen im Schnitt verdoppelt. Mit beschichteten Feinstkorn-Hartmetallen haben wir hier enorme Leistungssprünge erzielt.“
Erhöhen sich die Standzeiten, werden natürlich nicht etwa mehr Werkzeuge verkauft als zuvor. Die Entwicklung spiegelt sich daher auch nicht in Wachstumszahlen wider. Welche Bedeutung das Material mittlerweile erlangt hat, zeigen die absoluten Marktzahlen: 1999 betrug der Jahresbedarf an Hartmetall-Werkzeugen für die Bereiche Zerspannung, spanlose Formgebung und Verschleißschutz weltweit rund 8 Mrd. US-$. Davon wurden 2,5 Mrd. US-$ in Europa umgesetzt. 68 % des Gesamtumsatzes entfielen auf Wendeschneidplatten und Werkzeughalter, 19 % auf rotierende Vollhartmetall-Werkzeuge und 13 % auf spanlose Formgebung und Verschleißschutz. Das größte Wachstum mit jährlich 12 % bei rotierenden Vollhartmetall-Werkzeugen. Sie ersetzen zunehmend Werkzeuge aus Schnellarbeitsstählen.
Die Stärke des Materials liegt in seiner hohen Verschleißbeständigkeit. Sie rührt von den extrem harten Carbiden her, die im Verbundwerkstoff enthalten sind. Der wichtigste Vertreter ist Wolframcarbid (WC) – die klassische Hartstoffphase im Hartmetall. Schmelzmetallurgisch lässt sich WC mit seinem Schmelzpunkt bei 3200 °C kaum verarbeiten. Den Durchbruch erzielten die Hartmetalle daher erst, als die pulvermetallurgische Herstellung im industriellen Maßstab gelang: Dabei wird Wolframcarbid-Pulver über die Zwischenstation des metallischen Wolframs aus Wolframoxid hergestellt, mit Cobalt-Pulver vermischt und in diesem Zustand bei nur 1400 °C gesintert.
Cobalt fungiert mit einem Massenanteil von 2 bis 25 % als Bindemetall, in das die WC-Körner eingebettet sind. Es übernimmt den „weiblichen“ Part im Verbund: Das zur Eisengruppe gehörende Element bringt Eigenschaften wie Zähigkeit und Duktilität ein und mildert so die Sprödigkeit der Carbide ab. Im Wesentlichen hängen die Eigenschaften des Hartmetalls von zwei Einflussgrößen ab, vom Cobalt-Gehalt und von der mittleren WC-Korngröße. „Entweder gehe ich vom Cobalt-Gehalt aus und steuere Härte, Biegefestigkeit und Bruchzähigkeit über die Korngröße. Oder ich halte die Korngröße fest und steuere die Eigenschaften über den Cobalt-Gehalt.“
Dass die Härte bei sinkendem Cobalt-Gehalt zunimmt, leuchtet schnell ein: Ist das zähe Bindemetall zwischen den WC-Körnern nur in geringer Menge vorhanden, steigt die Härte automatisch an. Dass die Härte mit feiner werdendem WC-Korn zunimmt, erschließt sich erst bei näherem Hinsehen. „Denken Sie an ein klassisches Hartmetall mit einer Korngröße von 1 µm. Stellen Sie sich jetzt die Hartstoff-Teilchen als Würfel mit einem Volumen von 1 µm³ vor. Sie erhalten dann eine Oberfläche von 6 µm² rundherum, auf der sich das duktile Cobalt verteilen kann. Wird die Korngröße halbiert, erhalten Sie acht Würfel mit demselben Volumen von zusammen 1 µm³, aber eine vierfach so große Oberfläche, auf der sich das Cobalt verteilt. Die duktilen Cobalt-Filme werden also immer feiner. Das Material lässt sich daher weniger verformen und wird härter.“
Seit jeher bemühen sich die Materialentwickler, die Korngröße zu verringern, um auf diese subtile Weise die Härte zu erhöhen. „Vor 15 Jahren glaubte man, die Grenze der Leistungsfähigkeit sei erreicht. Aber seit wir Ultrafeinkorn-Hartmetalle in Kombination mit moderner Beschichtungstechnologie nutzen können, erzielen wir ungeahnte Leistungssprünge.“ Neue Anwendungsgebiete tun sich auf. Rotierende Vollhartmetall-Werkzeuge lassen sich nun auch in Bereichen einsetzen, die überwiegend Schnellarbeitsstählen vorbehalten waren.
Zu Hilfe kam ein Effekt, mit dem niemand gerechnet hatte und für den es noch keine wissenschaftliche Erklärung gibt. Sie waren daran gewöhnt, dass die Biegefestigkeit mit verringerter Korngröße abnimmt, weil die zähen Cobalt-Schichten dünner werden. Beim Sprung von 1 µm („fein“) auf „feinst“ und „ultrafein“ nimmt sie aber kräftig zu! Für den Einsatz solcher hochwertiger Hartmetall-Legierungen in Fräswerkzeugen ist das eine ideale Eigenschaft. Denn die unterbrochene Schnittfolge beim Fräsen setzt das Werkzeug ständigen Schlägen aus und erfordert eine hohe Biegefestigkeit.
Kurioserweise kam der Anstoß für die Entwicklung zu höherer Kornfeinheit aus der Elektronik. Bedruckte Leiterplatten müssen heute mit Durchmessern zwischen 0,3 und 0,2 mm gebohrt werden, um sie verlöten zu können. „Die Elektroniker brauchten dafür Hartmetall-Bohrer und haben hohe Anforderungen an uns gestellt. Die Wendel dieser Mikrobohrer ist so klein, dass man die Zahl der Körner in der Bohrspitze an zwei Händen abzählen könnte, wenn die Korngröße bei einem Mikrometer bliebe. Wir brauchten also größere Feinheiten.“ Die dafür entwickelten Materialien und gewonnenen Erkenntnisse ermöglichen es den Entwicklern heute, Hartmetalle für unterschiedlichste Anforderungen maßzuschneidern.
Freilich müssen sie dazu alle Register ziehen, die weit über die genannten Grund-Zusammenhänge hinaus gehen. Allein schon bei der Zusammensetzung bedient sich der Werkstoffwissenschaftler eines breit gefächerten und fein abzustimmenden Instrumentariums. Einige Beispiele: In der Zerspannung werden wegen der hohen Temperaturen und Temperaturwechsel an der Schneide neben WC auch Titancarbid TiC, Tantal-Niob-Carbid (TaNb)C und andere Hartstoffphasen verwendet. Im Vergleich zum Bindemetall Cobalt können Nickel und Chrom die Korrosionsfestigkeit erhöhen. Und Kornwachstumshemmer ermöglichen erst das Herstellen von Feinstkorn-Hartmetallen.
Die Einsatzgebiete für Hartmetall-Werkzeuge sind weit gestreut. Sie reichen von Umformwerkzeugen mit „extra grobem“ Korn über Bergbau-Werkzeuge bis hin zu präzisen Papierschneidmessern. Holzbearbeitungs-Werkzeuge lassen sich beispielsweise nur mit ultrafeinem Korn realisieren. In Stahl bricht das Material schon vor der Schneide, die wie ein Keil wirkt. Aber in Holz muss das Werkzeug die Fasern wirklich durchschneiden.“ In der Hartmetalltechnologie werden große Anstrengungen unternommen, um die Werkstoff-Eigenschaften für den jeweiligen Anwendungszweck zu optimieren. Verschleißfeste Hartstoff-Beschichtungen spielen dafür in der Regel eine maßgebliche Rolle. In der Zerspannung beträgt der Anteil beschichteter Hartmetall-Werkzeuge schon heute rund 80 %.
WC-6%Co mit feiner Korngröße ist eines der am häufigsten eingesetzten Hartmetalle in der Zerspanung. Die Tabelle zeigt, wie sich die Materialeigenschaften bei steigendem Cobalt-Gehalt verändern.

Um Vergleichbarkeit zu gewährleisten, hat der Arbeitskreis Hartmetall im Fachverband Pulvermetallurgie die Hartstoffkorngröße klassifiziert. Wie das Beispiel von WC-10%Co zeigt, steigt die Härte mit abnehmender Korngröße. Die Biegefestigkeit hingegen geht zunächst zurück, steigt dann aber im Korngrößenbereich unter 1 mm stark an.

Im Allgemeinen weisen Hartmetalle aufgrund der eingesetzten Bindematerialien wie beispielsweise Kobalt oder Nickel eine gewisse Magnetisierbarkeit auf. Bei den kobalthaltigen Hartmetallen sind jedoch die ferromagnetischen Eigenschaften deutlich stärker ausgeprägt als bei den nickelgebundenen. Zudem kann bei nickelhaltigen Hartmetallen mithilfe einer speziellen Sintermethode eine fast vollständige Entmagnetisierung erzielt werden.
Als Hartmetalle werden gesinterte Carbid-Kobalt-Legierungen bezeichnet. Diese sind zumeist aus 90 bis 94 Prozent Wolframcarbid als Verstärkungsphase und 6 bis 10 Prozent Kobalt als Bindephase zusammengesetzt. Diese Verbundwerkstoffe zeichnen sich durch die sehr hohen Werte aus — Härtegrad, Warmhärte sowie Verschleißfestigkeit. Demgemäß finden sie in der Produktion von Hochleistungswerkzeugen ihre Verwendung.
Hartmetalle gelten als Verbundwerkstoffe, da sie aus zwei oder mehr Komponenten bestehen, die fest miteinander verbunden sind. Im Grunde genommen sind es hochleistungsfähige Hartmetalllegierungen aus einem Hartstoff (Carbid) und einem Bindemetall. Die zumeist verwendeten Carbide sind Wolfram, Titan, Tantal und Chrom. Als Bindephase werden überwiegend Kobalt, Nickel, Eisen und Nickel-Chrom eingesetzt.
Hinsichtlich der verfügbaren Härtegrade sind Hartmetalle äußerst breitgefächert aufgestellt — sowohl relativ „weiche“ Varianten als auch überaus verschleißbeständige Sorten finden in der Industrie ihre Verwendung. Um die Härte zu ermitteln, gibts es mehrere Messverfahren. Während in Europa eine Vickershärteprüfung priorisiert wird, wird in den USA die Härte vorzugsweise in Rockwell (HRA) gemessen.

